
ホーム » 生産者を訪ねて
2015年2月 2日

昔ながらの製法、杉桶で自然発酵させて造る醤油、鶴醤(つるびしお)。
再仕込みという醤油を造る製法で造られた鶴醤は、約4年の歳月をかけて造られます。塩味も角がとれ、まろやかで旨味の凝縮した濃い味わい。
いつもの食べ方以外にも、そのままワサビと併せて焼き肉のタレに、バニラアイスにかけて食べても美味しくいただけます。

鶴醤をはじめ、杉桶で自然発酵の醤油を造っているのが小豆島安田地区にあるヤマロク醤油さん。高松港からフェリーで約1時間、瀬戸内海では淡路島に次ぐ第2位の面積の小豆島は、かつては島塩とよばれる全国でも有数のブランド塩の産地でもありました。また海上交通が盛んだった瀬戸内海。塩以外の材料は海を越え運ばれ醤油が造られるようになりました。
今でも小豆島には島の中に20 軒以上の蔵が残っています。特に今でも醤油蔵が多く残る安田地区。この川沿いにヤマロク醤油さんはあります。
今回お話を伺ったのは5代目、山本康夫(やまもとやすお)さん。「この5代目も正確な記録上の5代目であって本当は6代目、7代目かもしれません。」そうおっしゃるほど長く歴史のある醤油屋を守る5代目です。

「醤油屋は儲からんから継がんでええ。」
そう父親から言われていた康夫さんですが、島に戻りたいという想いと、大学卒業後の就職先で垣間みた食品業界への憤りから蔵を継ぐことを決意。
「意気込んで帰ってきたけれど帳簿を見て愕然としました。」
それだけではなく、父親が『地獄のもろみ混ぜ』と呼んでいた春から夏にかけて活発に発酵するもろみを混ぜる作業。もろみの発酵熱も加わってサウナ状態の中、手作業で桶をかき混ぜる作業は毎日欠かすことなく行ないます。
この時期はそのハードワークから体重が6~9kgも減るそう。蔵の維持にも莫大な費用がかかることがわかってきました。
これだけ大変なことが分かっても続けている醤油造り。それは、蔵に生き続ける菌達に美味しい醤油を造ってもらうため。

杉桶は醤油蔵に住み着いている酵母菌や乳酸菌でびっしりと覆われています。この菌は蔵ごとにいる種類も量も異なり、造り出す醤油の味を変えます。
「醤油を造っているのはこの蔵に住み着いている菌たち。僕は菌が醤油を造ってくれるのを手伝っているだけ。」と山本さんは言います。
だからこそ、地獄のもろみ混ぜを行い、昔からの蔵を維持しています。
「うちの蔵の菌達はね、女性のお客さんが来ると特に元気になるんです。」
その言葉通り、階段を登って桶を覗き込むと、不思議なことにそれまで発酵途中の桶からプチプチと泡が上がる音が大きくなっていきます。まるで見学にきたことを歓迎するかのように大きな音が響きます。
「科学的な根拠はないけれど、めんどくさいなと思って仕事していると菌達に伝わってしまう。逆に気持ちを込めるとそれが菌に伝わって醤油の味がぐんとよくなる。」
そう、醤油を含め食べ物をつくるということは、本来は自然とそして生き物と向き合う仕事なのだと山本さんの話を聞いていてつくづく感じます。

「小豆島に杉桶は約1050本。日本全国で発酵調味料に使われている杉桶は約4000本、その半分くらいが醤油、味噌に使われているとしても約2000本。日本の杉桶の約半分が小豆島にあることになる。こんなに杉桶が密集している地域って他にない。」
発酵菌や乳酸菌が生きていくためにはこの杉桶が欠かせません。けれどもその杉桶は年々減ってきています。
「うちの杉桶を桶職人さんに見てもらって、もう既に杉桶の寿命とも言われている150年を経過していることが分かった。幸いな事に大切に使えば僕の子供の代までは使えることが分かったけれど、子供の代で終わり。そもそも、この大きな杉桶をつくる職人さんは全国にも3人しかいない。」
中古の杉桶でも試したが、その桶に住んでいる菌の影響で上手くヤマロクさん蔵の菌が住み着いてくれない。やはり新しく杉桶を造らなくてはならない。
その思いで新しい杉桶を発注した時、職人さんは「戦後、醤油屋から注文が来たのは初めてだ」と職人さんも山本さんも驚いたそう。その言葉は、日本全国で現存している杉桶が古くなっていること、そして杉桶自体の数が減ってきていることの証です。
けれどヤマロクさんの杉樽を見てくれている、山本さんが師匠と呼ぶ大阪の職人さんは、2020年には職人を引退すると宣言していたそうです。
「もうねこんな大きな杉桶を造れる人自体がいない。それは、最近、和食が無形文化財にもなっていたけれど、本物の和食の味が消えてしまうということなんです。」
そこで山本さんは2012年、自分自身で桶を造ることを決断します。地元の大工さんと大阪の職人さんの元へ修行に行き、造り方を一から勉強し、実際に桶を造りあげました。もちろんその過程は今回の取材では納まりきらない位のストーリーがあります。

「僕らの蔵の醤油がちゃんと売れたら、真似して杉桶で醤油を造ろうってところが出てくると思うんです。その時に、地元の大工さんが桶を造るのが仕事になる。桶を造ることが普段の大工仕事よりもいい収入につながれば、桶屋になろうってやつが出てくるでしょ。」
100年先を見据えたヤマロクさんの醤油造り。
「長男は醤油屋、次男は桶屋になってもらいたい。」
「本物の味」と簡単に言ってしまいがちだが、こんな風に全てをかけて日本の味を守っている人が香川にいて、今日も醤油を造っている。ぜひ一度、蔵に行って、そしてヤマロク醤油さんの醤油を味わってもらいたいと思います。
![]()
2014年11月19日
小原紅早生とは、香川特産のみかん。
小原さんの畑で「宮川早生」という品種が枝変わりして偶然生まれた品種です。
真っ赤な外皮と濃厚な甘みが特長です。


かわいらしいパッケージの小原紅早生の缶詰。
ふたを空けるとぎっしりときれいな実がたくさん入っています。

香川県財田町、竹林が茂る山間部に讃岐缶詰の本社はあります。
筍の産地でもあるこの地域。昭和4年、地元の特産品の筍の加工を目的に地元の人たちで農業物加工販売組合として設立されました。昭和27年には現在の讃岐缶詰株式会社として設立。現在は財田の本社工場のほかに、三野、善通寺、秋田県にも工場があります。

左手は会社の創業当時からある土壁の建物。現在も倉庫として使用されています。
今回お話を伺った大西征四郎さん(左)と増井勉さん(右)
約50種類ほど、多岐に渡る農産物を加工する讃岐缶詰。
フレッシュな青果を収穫されたその時期に加工します。
「自然相手だからなかなか計画通りにはいかないですよ。
それに味も皮の厚さも糖度もその年々で変わってくるから、缶詰作りには様々な知識と経験が必要です。」
約45年讃岐缶詰に勤めている大西さんは戦前からの従業員の人とも多く仕事をしてきました。
そのときから何度も教えられていたのがこんな言葉。
「なによりも信頼が大切。」
「そして大事にしている考え方は生産者もいい、働く人もいい、お客さんもいい、三方よしの会社であること。」
そんな教えが基板にあったからこそ、安価な外国産の原料が多く出回り始めても国産の材料にこだわり商品を作り続けました。それは会社が大切にしている信頼と三方よしの考えを今でも大切にしているからに他ありません。
OEM商品を中心に展開している讃岐缶詰。発注を受け続けているのはやはり確かな技術と信頼があるからこそだと感じました。

真っ赤な小原紅早生。取材に伺った1月が丁度収穫時期。たくさんの小原紅早生がコンテナで運ばれていました。

機械でむききれなかった切れなかった皮は主に地元のお母さんたちが手作業で取り除きます。

一粒一粒のみかんにより分ける部品。この部品は手作業で作られていました。

この機械はみかん専用の機械で日本でも十数台しかない。


果実は更に大きさごとに手作業で選別し缶につめられます。
スタッフの人たちはそれぞれ担当行程が決まっているそうで
「どの人もね、もうずっとこの仕事に携わっていてベテランがとっても多いんです。」
スタッフの人たちは勤続年数も長いそうで、工場を案内してくれた方の少しはにかんだ、でも自分の仕事に誇りをもっているような笑顔が印象的でした。
![]()
2014年10月30日

シャキシャキ嬉しい歯ごたえ。
大粒のえのき茸とたけのこが、たっぷりはいったなめ茸は、ホカホカの炊きたての白米に乗せて食べるとそれだけで充分に御馳走。それだけでご飯が何杯も進みます。
三つの豊かと書く「三豊(ミトヨ)市」。香川県の西に位置するこの地域は、香川県の中でも有数の農業が盛んな地域です。この地域で採れたものにこだわり食品加工を続けている会社が今回取材に伺ったミトヨフーズです。

ミトヨフーズの位置する三豊市財田町。徳島県との県境一体にかけて存在する猪ノ鼻峠を含む自然豊かな山の景色が広がります。ミトヨフーズのロゴマークの三つの丸は、そんな自然豊かな三豊の水と空気と大地を表現しているそうです。

ミトヨフーズの工場の裏は、田んぼと竹林、そして山という景色が広がる自然豊かなロケーション。ミトヨフーズの商品には、こんな豊かな環境の元で収穫された筍やえのき茸、また三豊市詫間町の荘内半島で栽培された香川本鷹が使用されています。
「地元のよいものを、もっと沢山の人に知ってもらいたい。地元のものを使っておいしい食品を作りたい。」そんな想いから先代の社長はミトヨフーズを始めます。だからこそ地元の素材の美味しさを最大限に引き出せるよう、そして家庭の懐かしい味を再現できるようにこだわって作られています。

昔から有名な財田の特産品、筍は地元の農家さんが朝、掘ってきたものをすぐに蒸すことで、筍の旨味が凝縮させます。昼間に収穫したものや、収穫してから時間のたった筍は、アクによるえぐみが増してしまうからです。筍を持って来てもらう農家さんは土の手入れをしっかりしている農家さん。土の手入れが施された筍は柔らかく育ちます。地元だからできる農家さんとの連携で素材の味を最大限に生かす加工方法で作られた筍は、素材の良さを味わってもらえるよう大きくカット。
えのき茸はミトヨフーズの近隣にあるえのき茸を作っている会社から仕入れ、新鮮なうちに加工します。大きくカットすることで、食感が残るように工夫しています。
炊きあがったばかりのなめ茸はそのままご飯に乗っけて食べたくなってしまう良い香り。

社長を含め全従業員7名のミトヨフーズの商品は、1回ごとに窯で炊上げ作っているため大量生産はできません。また炊上げ作業は社長自らも担当し、火の入り具合を調整します。まさに手作りの加工食品の会社、ミトヨフーズ。三豊の味がぎゅっと詰まった味をお楽しみください。
![]()
2014年10月23日
約300年以上前。元禄2年、高松藩藩主が朝廷の装束方御用を務めていた織物師・北川伊兵衛常吉に、新しい絹織物の製作を命じ、作られたのが保多織の始まりです。
以来、保多織は幕府への献上品としても使われるようになりました。
保多織の技法は、一子相伝の秘法として北川家で6代に渡り伝えられ、明治維新後、北川家の血縁にあたる岩部家がその技法を継ぎ現代に至ります。

高松市内の中心部、かつて高松城の城下町だった場所に岩部保多織本舗の工房はあります。
工房と店舗が一体となった建物の中は、棚一杯に保多織製品が並びます。
店舗奥の工房では、保多織を縫製するミシンのリズムカルな音が響き、店舗では訪れるお客さんと岩部さんの話声が聞こえる、なんとも心地いい空間です。

店舗の奥では縫製スペースがあり、作務衣や女性用パンツ、そしてシャツまでミシンで縫い上げている。
創業120年の岩部保多織本舗の4代目、岩部卓雄さんにお話を伺いました。

「1反、手作業で織り上げるのに大体8日間。手織りの発注があったときは、日中はお客様や電話の対応などで集中できないので、大体夜に作業します。」
店内におかれた織り機。この織り機は、遠方での展示の際に持参する織り機で、解体し、コンパクトに持ち運びができるそうです。

綿の保多織は、小巾の自動織機と、シーツも織れる大きな機械で織られています。
「機械とはいっても昔からずっと使っているものでしょ。糸の張り具合の調整など、この機械を操るのが大変なんです。調子をくずしたら修理するにも一大事。」
「代表もまだ小さいお子さんがいるため色々考慮してくれ、お母さん達にとってとても働きやすい職場なんです。」と笑顔で教えてくれました。
糸の張り具合、織り具合、すべて機械によって異なるため、目で、手で確認をする必要があります。そして、今ある機械を大切に使い続け、後世に残すことも重要な仕事の一つです。

織り機には糸が一本一本小さな穴に通され、それで経糸を操作して織り上げていく。この作業は展示の際に持参する織り機でも同じことです。
目を細めなければいけないほどの小さな穴。その穴に糸を通すのも、もちろん手作業とのこと。その大変さを想像し、驚いていると、
「別に驚くようなことではないですよ。昔から普通にしていたことなので。どれも特別なことではなく、昔の人たちが行っていた普通のことなんです。」
と教えてくれました。

保多織の特徴はこのワッフル状になった生地。
普通の平織りの布は縦糸と横糸をすべて交差させますが、保多織は3回平織りで打ち込んで、4本目の糸を浮かせる織り方にあります。こうすることで、生地に空気を多く含み、夏はさらりと涼しく、冬は暖かい生地となります。
保多織は使いこむほどに肌なじみがよくなります。肌に溶けこむようなその質感は、使った人だけが感じることができる、なんとも言えない気持ちよさです。
岩部家に保多織が引き継がれた頃に、それまで絹で作られていた保多織が木綿でつくられるようになります。
「絹は高級品。それを木綿に変えることでより多くの人に使ってもらえるようになった。僕はこの保多織のシーツを、全国の人に敷いてあげたい。そのくらい、この保多織は肌触りがいいんです。」
岩部さんはそうおっしゃいます。
岩部家に引き継がれたことで、私たちの生活に身近になった保多織。
一貫しているのは「より多くの人にこの心地良いものを使ってもらいたい」という本当にいいものを残していこうとする気持ちと、様々な人達にとって心地よい生活品を届けようという思いやりのように感じました。
取材の最中も絶えずお客さんがやってくる店内。
長年、岩部保多織本舗で寝間着を作っているお客さんや、自身の洋服、そして父親へのプレゼントを探しにきたというお客さんなど。
「ここのはね、一度使ったらもう他のものは使えなくなるよ」そう聞こえてきた言葉が、地元の人に愛され続けている何よりの証拠です。
![]()
2014年10月 1日
勇心酒造の日本酒は、居酒屋はもちろん酒屋でもなかなかお目にかかれませんでした。それもそのはず、創業160年の歴史の中でここ30年間はほとんど酒造りをしていなかったのです。その代わり、酒造りの決め手となるお米の発酵技術の研究を突き詰め、その技術を化粧品メーカーに提供したり自社で化粧品を開発したりして、美容健康業界に貢献してきました。
ところが2011年、地酒「勇心」を醸造し、2013年には「かがわ県産品コンクール」で最優秀賞を受賞し、またたく間にその評判が広がりました。なぜ今、地酒造りを再開したのでしょうか。

勇心酒造の本社。奥に酒蔵があります。

麹(こうじ)と蒸米、酵母からつくられた酒母です。

発酵するとふんわりと泡が立ちだします。
勇心酒造が日本酒造りを本格的に再開した背景には、地元の農業を支えたいという思いもありました。
減農薬米と酒蔵周辺の地域を潤す綾川の水を使って、地酒を造ろう。そんな思いで、数年前から三豊市財田町の農家と力をあわせて減農薬の米作りに取り組み、ようやく軌道に乗り始めたのが3~4年前のことです。
そのため、あるだけのお米でしか日本酒を造れず、香川県内でもなかなかお目にかかれません。

酒米の生産農家のみなさん。

秋に財田町で収穫したお米は、目と鼻の先にある綾川町で日本酒になります。
通常はどの酒蔵にも、お酒を造る蔵人のリーダー、たとえば大工でいえば棟梁のような存在の「杜氏(とうじ)」がいます。しかし、勇心酒造には杜氏はいません。地酒「勇心」は7人の研究者が造っており、年齢は蔵人としてはとても若い20~30代です。大学で微生物や細胞について学んだ理系出身者である蔵人たちは絶えずお米の発酵について研究を続けています。相手は生きている酵母。気候が違えば管理の方法も異なるため、研究者は日夜データを分析し、そのデータを基に酒造りを行っています。そして長年の研究の結果、思いどおりの日本酒の味を造るにはどの微生物を使えばいいかが少しずつ分かるようになってきました。
さらに、発酵と酵母その繊細さについて知りつくしているからこそ、できあがった日本酒の管理にも気を遣います。販売店を限定し、陳列する際にもきちんと冷蔵保存してくれる酒屋だけにお酒を置くことにしました。これも香川県内でもなかなかお目にかかれない理由のひとつです。

蒸米に麹を種付けする作業は力作業です。

いよいよお酒を仕込んで寝かせます。
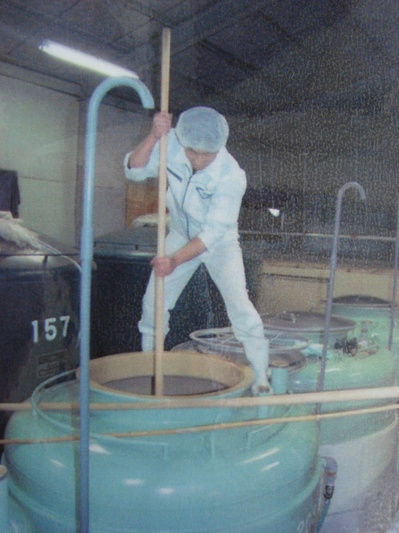
ときどき棒で桶の中をかくはんします。これを「櫂(かい)いれ」といいます。
平成25年度にかがわ県産品コンクールで知事賞を受賞した「勇心 純米吟醸 9号」、「勇心 純米吟醸 14号」は、香川県の原料にこだわり、瀬戸内の魚に合う酒を目指して造られました。原料や味のほか、もう一つ注目すべきがそのデザインです。酒を瓶から注ぐ時に酒が瓶の中を流れる様子に注目してください。ラベルの間を酒が流れていく様子は、まるで砂時計が時を刻んでいるように見えます。それは、長年の勇心酒造の歴史を表しているかのようでもあります。
地元の農業に対する思いや緻密なデータに基づいた酒造り。勇心酒造はこれからも地元に根付いた酒造メーカーとして、新しい商品を生み出していくことでしょう。
![]()



当サイトに掲載されている個々の情報(文章・写真・イラストなど)の無断使用・転載を禁止します。


![]()
copyright © RITSURINAN All Rights Reserved.





